Avada includes a blog shortcode you can use anywhere on the site!

سایش فیلامنت
در داخل اکسترودر پرينترهاي سه بعدی با تکنولوژی FDM از يک چرخدنده کوچک جهت جلو و عقب بردن فيلامنت و تزریق مواد و یا پس کشیدن فیلامنت استفاده مي شود. تيز بودن دنده های باعث مي شود تا به راحتي بتواند فيلامنت را گرفته و آن را حرکت دهد. دنده های تیز چرخدنده اکسترودر در صورتي که فيلامنت نتواند در داخل اکسترودر حرکت نمايد شروع به سائيدن (جويدن) فيلامنت مي نمايد.

جابهجایی لایههای چاپ
سيستم حرکتي تمامي پرينترهاي سه بعدي بصورت حلقه باز مي باشد. بدين منظور که از هيچ سيستم بازخوردي جهت کنترل حرکت محورها استفاده نمي شود. در برخي موارد مشاهده مي شود که يکي از لايه ها به اندازه اي جابجا شده و بقيه پرينت از لايه جابجا شده ادامه يافته است که اصلاحاً به آن گم کردن استپ نيز گفته مي شود.
{kind=link}
{kind=link}
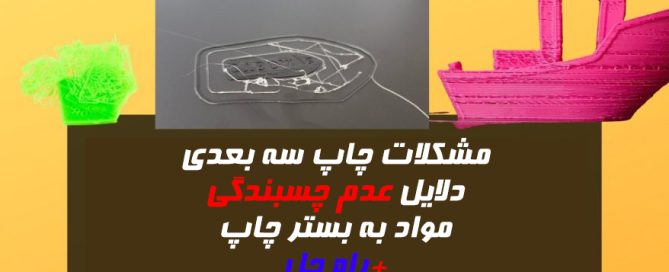
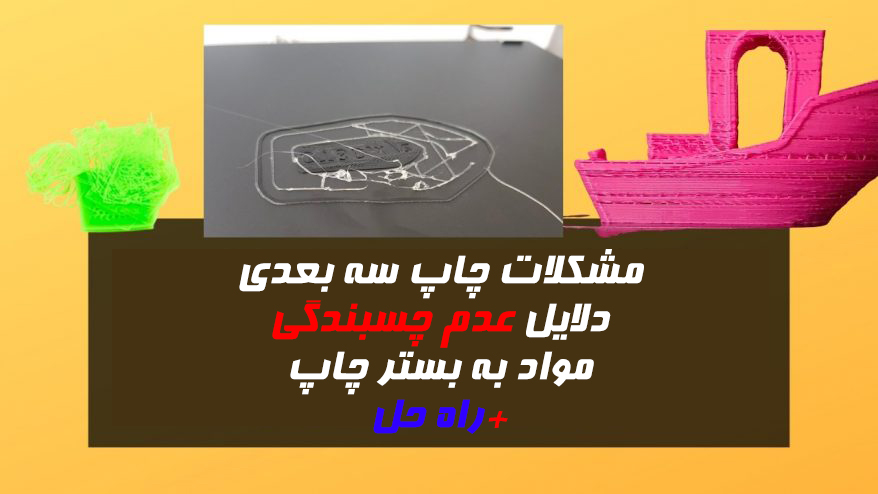
عدم چسبندگي لايه اول پرینت به بستر چاپ
چسبیدن لایه اول به صفحه ساخت بسيار مهم مي باشد و چسبیدن کامل لایه اول پرینت به صفحه ساخت باعث می شود تا بقيه مدل بتواند به درستی بر روي اولين لايه پرينت شود. کاليبره نبودن صفحه ساخت: در تمامي پرينترهاي سه بعدي صفحه ساخت با استفاده از ۳ و يا چهار پيچ و فنر به دستگاه متصل شده است و اين سيستم امکان کالیبره نمودن صفحه ساخت را فراهم می نماید. لازم به ذکر است که پرینترهای سه بعدی با سیستم کالیبراسیون اتوماتیک این کار را بصورت اتوماتیک انجام می دهند. در صورتي که لايه اول پرينت به صفحه ساخت نمي چسبد اولين چيزي که مي بايست کنترل گردد کاليبره بودن صفحه ساخت مي باشد. کاليبره بودن صفحه ساخت به اين معني مي باشد که صفحه ساخت مي بايست صاف و فلت بوده و فاصله آن با نوک نازل اکسترودر در تمامي نقاط يکسان باشد. کاليبره نبودن مي تواند باعث شود که فاصله نازل با صفحه ساخت در برخي نقاط کم و در برخي نقاط زياد باشد. اولين شرط لازم براي داشتن چسبندگي مناسب براي لايه اول پرينت، تنظيم و يا کاليبره بودن صفحه ساخت مي باشد.